咨询热线:
0757-85430685
136-3224-4898


1. 检查胶盒中是否有胶后开机预热到190-230°(根据气候温差时间约10-30分钟)。
2. 确认对应板材封边带的颜色、规格,无误后开始下项操作。
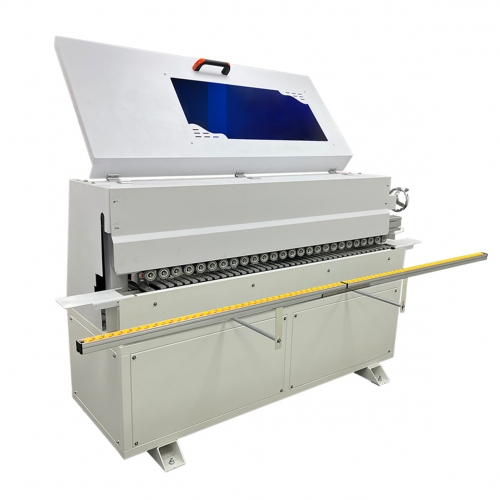
3. 主机手开始调试机器,主要根据封边带厚度调整压轮压力、调整修边刀、刮刀,以上数值体现在数字定位表上,同时根据板材厚度调整压轮高度,常规封18mm厚板时计数表体现180值,但可考虑压轮轻微磨损情况按经验.向下微调0.2mm。
4. 调试后进行参数调整精度试验,确认封边后有齐头是否在20mm内、有无啃边、胶线、导圆是否规则、粘结是 否牢固。
5. 经试验无误后开始封边操作,要求部件水平拿起轻放在工作台上,封边面与靠挡靠严后送入传送带中,长的部件应用力向靠挡推,直至全部进入传送带方可,部件与靠挡不能脱离。
6. 门板封边应先封高后封宽度,箱体板封边先封深度后封高或宽度。
7. 封边接料时检查封边质量,确认符合质量要求后轻放在托盘上,将封过边板件朝一个方向整齐摆放。
8. 手工修边可用壁纸刀片与板件略微倾斜一定角度,顺向刮动。以去掉胶线及封边带高出部分,要求刀片锋利修 后封边带无凹凸不平,无啃边无划伤,同时板件要求用干净抹布清理干净。
9. 作业完毕,先关闭机器开关后关闭电源,机器清理干净。
上一篇:那些封边机常见故障应该如何解决?
下一篇:厂家教你调节半自动封边机
 在线咨询
在线咨询