咨询热线:
0757-85430685
136-3224-4898


1、封边热熔胶不耐用及溢胶
这个问题一般发生在夏天,由于天气热,封边机器还是原来的温度,所以会导致胶水温度过高,胶水流动性太强(胶太稀),必然会导致胶水在封边做业中,多涂胶,或者出现溢胶等现象。 导致这种问题不是封边胶不行,要解决问题,把封边机的温度降下来,降10度左右,再看看问题有没有改进,或者可打开胶箱看看胶的流动性怎么样,如果不理想,再降温度,直到合适为止。
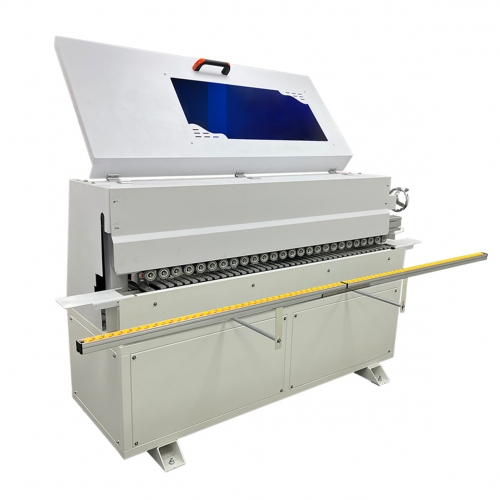
2、封边机压料部分出现问题导致修边及抛光设备的不正常工作。
如果板材压不紧,或者压料立板前后有高低,当板材行进至涂胶部分时由于涂胶轮及压紧轮对板材侧面施加了一定的压力,造成板材发生位移,偏离基准线,导致后续工艺不能完成。将板材压紧,且前后松紧度一致,再将修边刀具的基准靠尺和仿形轮靠到板材上,最后调整刀具直至理想效果,问题便迎刃而解了。
3、有螺丝松动造成修边不稳定。
解决方法:找到基准,紧固螺丝,调整刀具。
4、封边机修边基准面没有找到板面。
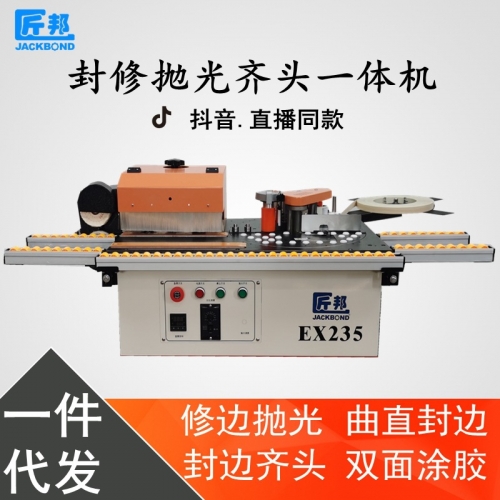
修边刀能够精准的将封边条修出理想的线条得益于修边刀旁边的水平靠尺(斜压轮或圆弧靠板)和垂直靠尺(仿形轮)。如果它们不能紧贴在行进中的板材上,势必不能修出合适的线条来。
解决方法:将一块长的且端面平整的板材送入封边机内(注意不要涂胶),当板材行进到能覆盖抛光、刮边、精修、粗修这个位置时将输送带停下,以板面为基准,把上面所提到的水平及垂直基准件靠到板材上,将刀具切削刃靠近板材边缘,等待后面进行微调,直至理想效果出现。
5、封边机齐头磕板
后齐头下行速度过快或下行气压过大,使得靠尺撞击在板材上产生磕板的现象。方法:调整后齐头气缸进/排气调压阀,使得齐头下行的速度和力量降低。前齐头上行压力过大,板材行进到此撞击前齐头靠尺所出现的问题。方法:调整前齐头上行调压阀压力,使其力量变得柔和些。
下一篇:封边机简易操作步骤介绍
 在线咨询
在线咨询